



Tolerantie- en fabricagegereedschappen
Strenge eisen van tolerantie
BMT is er om u te helpen een juiste keuze te maken voor het plaatmateriaal en uw fabricageontwerp te vereenvoudigen. Wij willen uw partners zijn in elke fase van productontwikkeling en productie op maat. Alleen u hoeft op ons te vertrouwen!
In de meeste gevallen nemen de materiaalkosten een groot deel van een metalen plaatonderdeel in beslag. Het is dus belangrijk om een goedkoper materiaal te kiezen dat volgens uw ontwerp mogelijk is. Aluminium is bijvoorbeeld beter dan kopermateriaal. Bovendien moet u weten dat voorraadformaten veel goedkoper zijn dan andere soorten metaalplaten. Zorg ervoor dat u dit de eerste optie maakt tijdens de materiaalkeuze.


Allereerst moet u weten dat alle plaatwerkonderdelen vlak beginnen, dus het onderdeelontwerp moet volgen met een gemeenschappelijke maat voor alle kenmerken. U kunt echter verschillende diktes hebben, maar u moet ze aan elkaar lassen, wat tot hogere kosten leidt.
In de tweede plaats moeten we goed op de buigradius letten. Het werkstuk zal een grote toename van de spanning ondervinden als de buigradius kleiner wordt, dus het is belangrijk om eenvoudige schuine bochten met een grotere straal te ontwerpen.
Last but not least zijn de kosten hoger bij het snijden van metaalplaten naarmate de gaten kleiner zijn. Bovendien kan het tijdens het snijden gemakkelijk vervormingsproblemen veroorzaken. Het is dus ideaal om de ruimgrootte groter te houden dan de dikte van het metaalplaatmateriaal.
Bij de plaatbewerking van BMT hebben we een strikt beheer over de fabricagegereedschappen en toleranties, omdat we weten dat toleranties het belangrijkste onderdeel zijn bij plaatbewerking. Overwegingen bij de vervaardiging van gereedschappen zijn dus zeer essentieel. Over het algemeen vraagt een ingewikkelde functie om gereedschap, wat extra tijd en kosten met zich meebrengt. Daarom is het raadzaam om het ontwerp eenvoudig te maken, zodat conventionele kantbankgereedschappen en andere goedkope, gebruikelijke gereedschappen mogelijk zijn.
We gehoorzamen het management serieus voor de tolerantievereisten van klanten en behouden een uniforme buigoriëntatie. Normaal gesproken kan een metalen onderdeel voor de meeste kenmerken een losse tolerantie accepteren; slechts enkele afmetingen zijn cruciaal voor de functie. Door een lagere tolerantie te accepteren, kunnen we een lager defectpercentage en een hogere productiesnelheid bereiken. Om deze reden zouden we alleen maar nauwe toleranties moeten hanteren voor de belangrijkste kenmerken om de kosten te verlagen.

Bovendien moeten we weten dat we een heroriëntatie moeten uitvoeren als de bochten niet in dezelfde richting zijn ontworpen, wat extra productietijd met zich meebrengt en de kosten dienovereenkomstig verhoogt. Om deze reden moet de ontwerper proberen uniforme bochten te behouden tijdens het ontwerp van de fabricagevoortgang.
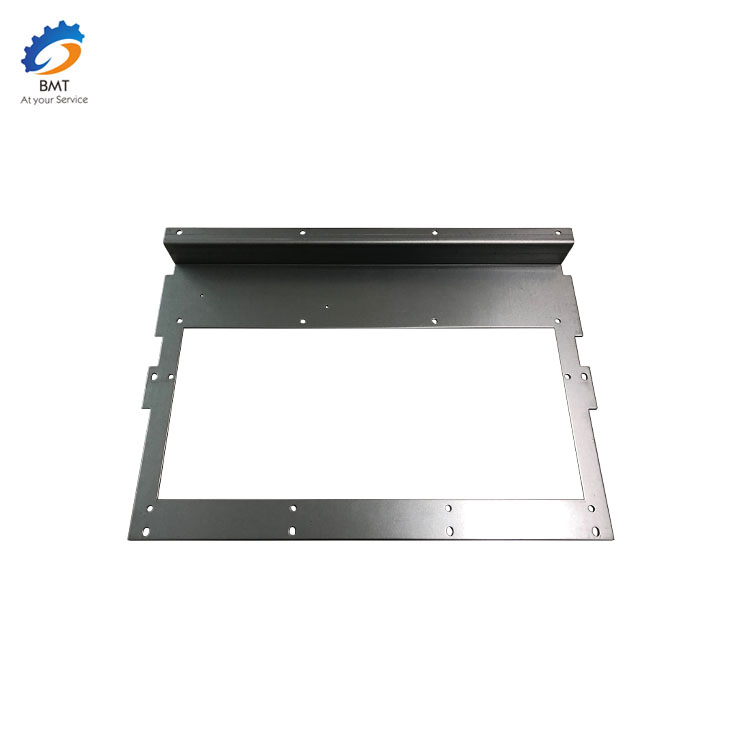
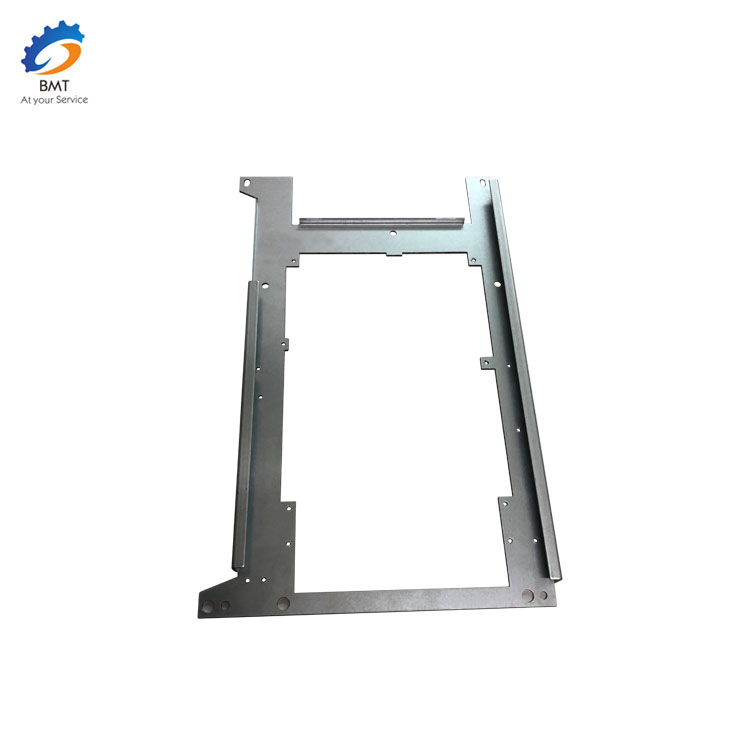
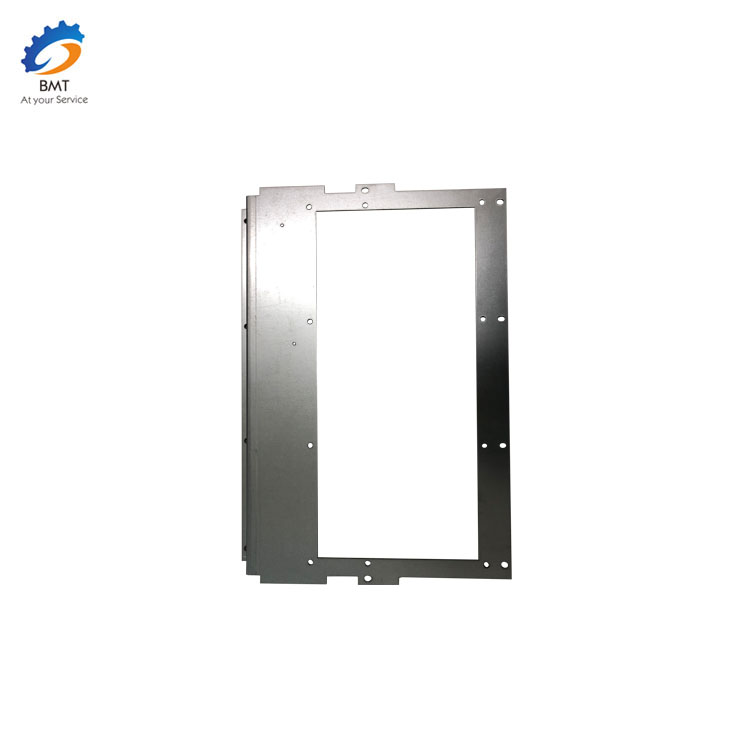
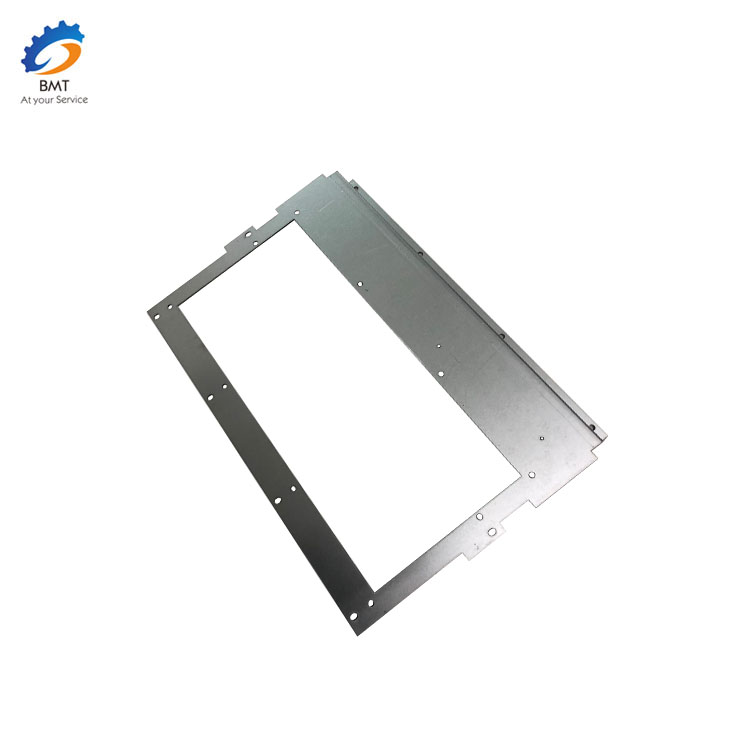
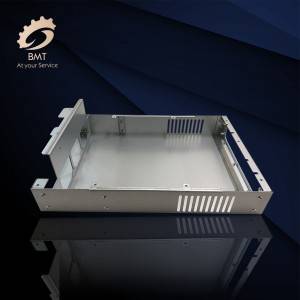
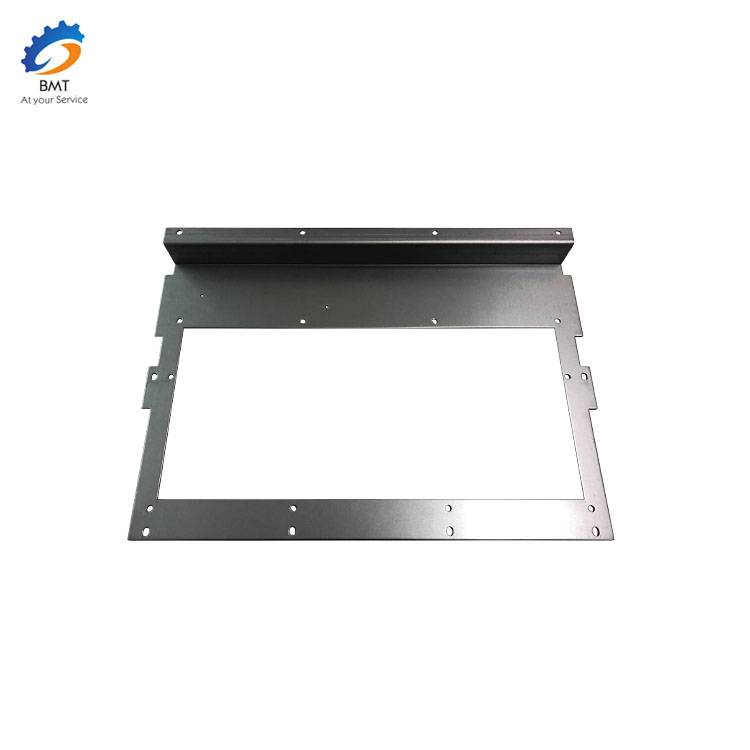
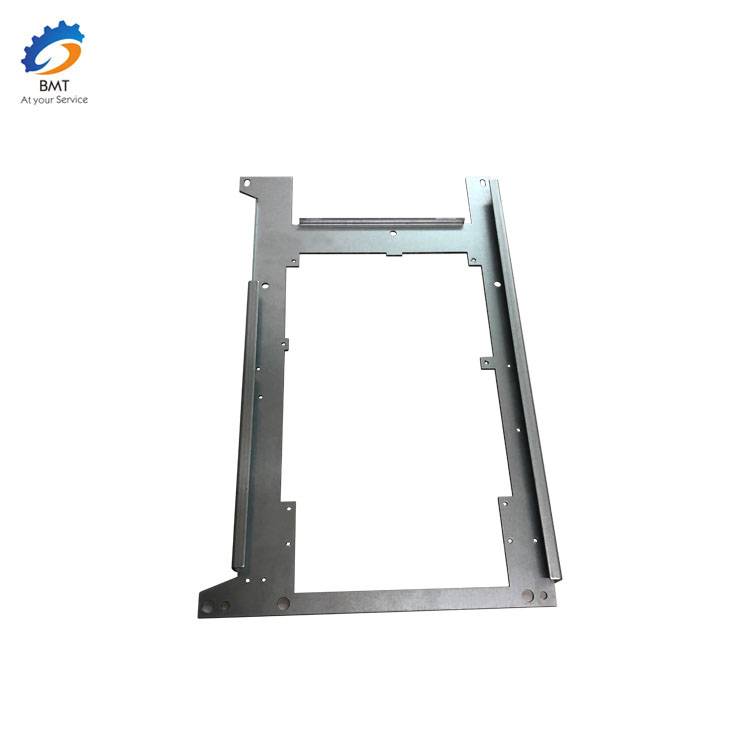
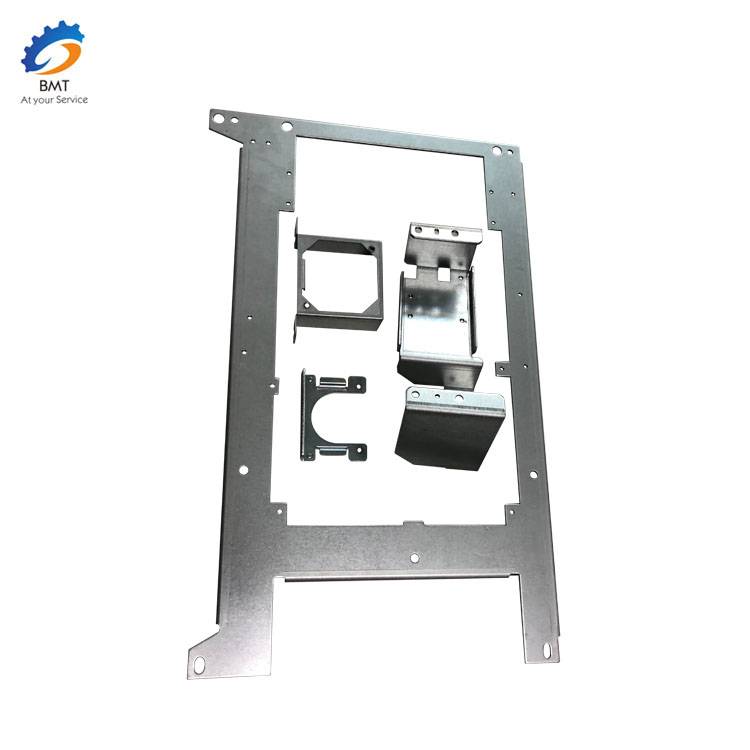
Productbeschrijving