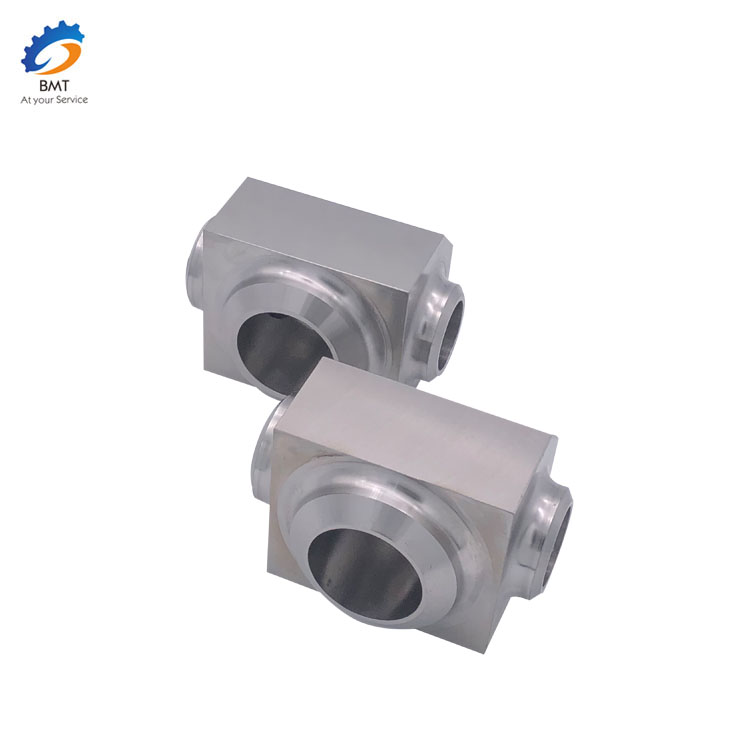
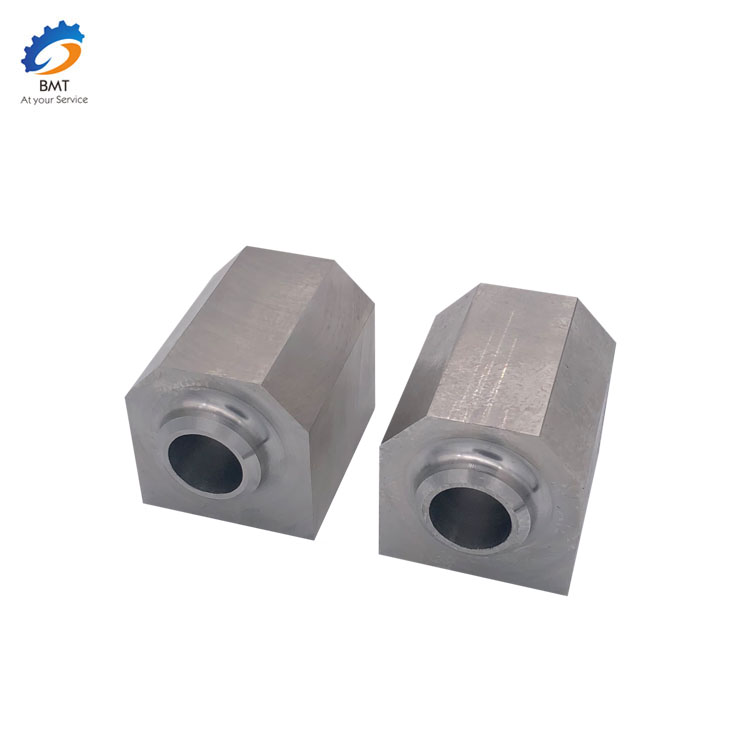
Professionele fabrikant van CNC-auto-onderdelen
BMT is gespecialiseerd in precisiebewerking, verwerking van niet-standaard onderdelen, verwerking van CNC-bulkonderdelen, verwerking van numerieke besturingsauto-onderdelen, batch-titaniumlegering in verwerking van zeer nauwkeurige onderdelen, verwerking van asonderdelen, verwerking van halfgeleiderapparatuur, enz., Heeft de rijke ervaring, uitgerust met CNC-bewerkingscentrum, CNC-draaibanken, draadsnijden, freesmachine, slijpmachine, gesneden, drie coördinaten meetinstrument, hoogtemeetinstrument en andere hoge precisie productie- en detectieapparatuur.

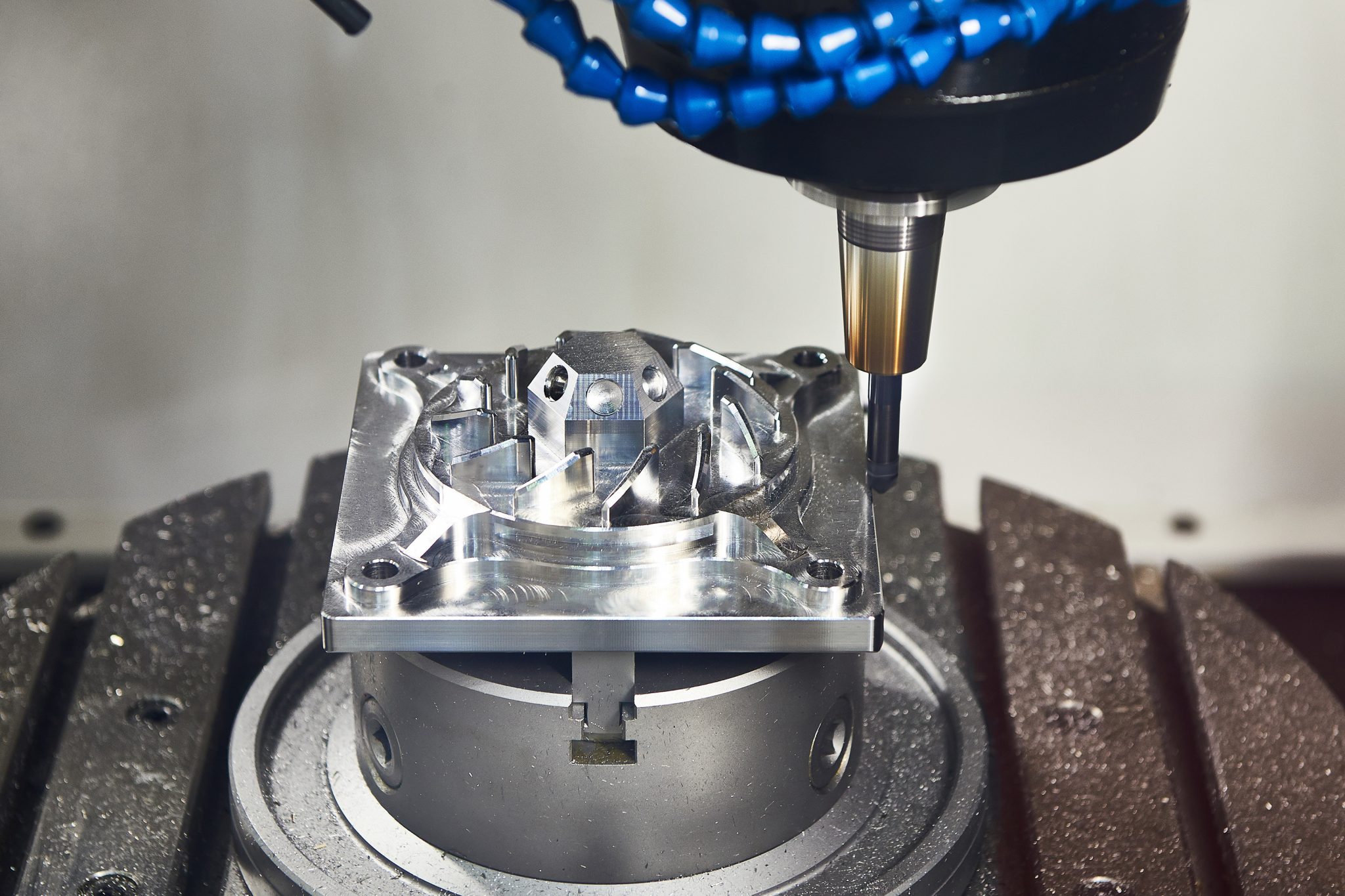
1. Analyseer de verwerkingstekeningen en bepaal het verwerkingsproces
Volgens de door de klant verstrekte verwerkingstekeningen kan het procespersoneel de vorm, maatnauwkeurigheid, oppervlakteruwheid, werkstukmateriaal, blanco type en warmtebehandelingstoestand van de onderdelen analyseren en vervolgens de werktuigmachine, het gereedschap selecteren en de positioneringsklemming bepalen apparaat, verwerkingsmethode, verwerkingsvolgorde en de grootte van de snijdosering. Bij het bepalen van het bewerkingsproces moet volledig rekening worden gehouden met de commandofunctie van de CNC-werktuigmachine, waarbij de efficiëntie van de werktuigmachine ten volle wordt benut, zodat de verwerkingsroute redelijk is, minder mestijden en een korte verwerkingstijd.

2. Bereken redelijkerwijs de coördinaatwaarde van het gereedschapspad
Afhankelijk van de geometrische grootte van het bewerkingsonderdeel en het ingestelde programmeercoördinatensysteem wordt het bewegingspad van het midden van de freesroute berekend en worden alle gegevens van de freespositie verkregen. Algemeen CNC-systeem heeft de functie van lineaire interpolatie en circulaire interpolatie, voor relatief eenvoudige vlakke vormdelen, zoals delen van lijn- en boogcontourbewerking, hoeven alleen de geometrische elementen van het start- en eindpunt, de cirkelboog van de cirkel ( of de cirkelboogradius), twee snijpunt- of raakpuntcoördinaatwaarden van geometrische elementen. Als het nc-systeem niet over de gereedschapscompensatiefunctie beschikt, moet de trajectcoördinaatwaarde van het gereedschapsmiddelpunt worden berekend. Voor de onderdelen met een complexe vorm (zoals de onderdelen die zijn samengesteld uit een niet-cirkelvormige curve en een oppervlak), is het noodzakelijk om het rechte lijnsegment (of boogsegment) te gebruiken om de werkelijke curve of het oppervlak te benaderen, en de coördinaatwaarde van het bijbehorende oppervlak te berekenen. knooppunten volgens de vereiste bewerkingsnauwkeurigheid.
3. Schrijf een CNC-bewerkingsprogramma voor onderdelen
Volgens de delen van de mesroute om de gereedschapspadgegevens te berekenen en de procesparameters zijn bepaald en aanvullende actie, kan programmeerpersoneel in overeenstemming zijn met het gebruik van het NUMERIEKE besturingssysteem dat is vastgelegd in de functionele instructies en het programmaformaat, sectie voor sectie om de delen van het verwerkingsprogramma te schrijven. Er moet aandacht worden besteed aan: ten eerste moet de standaardisatie van het schrijven van programma's gemakkelijk uit te drukken en te communiceren zijn; Ten tweede, bij het gebruik van CNC-bewerkingsmachines en instructies op basis van volledige vertrouwdheid, de instructie van het gebruik van vaardigheden, programmeervaardigheden.






